Roving assemblato in vetro E per colata centrifuga



Roving assemblato in vetro E per colata centrifuga
Il roving assemblato per colata centrifuga è rivestito con apprettatura a base di silano, compatibile con la resina UP, che garantisce un'eccellente triturabilità e dispersione, bassa elettricità statica, rapida bagnatura ed eccellenti proprietà meccaniche dei prodotti compositi.
Caratteristiche
●Eccellente capacità di taglio e dispersione
●Bassa statica
● Bagnatura rapida
●Eccellenti proprietà meccaniche dei prodotti compositi
Applicazione
Utilizzato principalmente per produrre tubi HOBAS di varie specifiche, può aumentare notevolmente la resistenza dei tubi in FRP.

Elenco prodotti
| Articolo | Densità lineare | Compatibilità della resina | Caratteristiche | Uso finale |
| BHCC-01A | 2400, 4800 | UP | bagnatura rapida, bassa capacità di assorbimento della resina | tubo di colata centrifuga |
| Identificazione | |
| Tipo di vetro | E |
| Roving assemblato | R |
| Diametro del filamento, μm | 13 |
| Densità lineare, tex | 2400 |
| Parametri tecnici | |||
| Densità lineare (%) | Contenuto di umidità (%) | Contenuto di dimensioni (%) | Rigidità (mm) |
| ISO 1889 | ISO 3344 | ISO 1887 | ISO 3375 |
| ±5 | ≤0,10 | 0,95±0,15 | 130±20 |
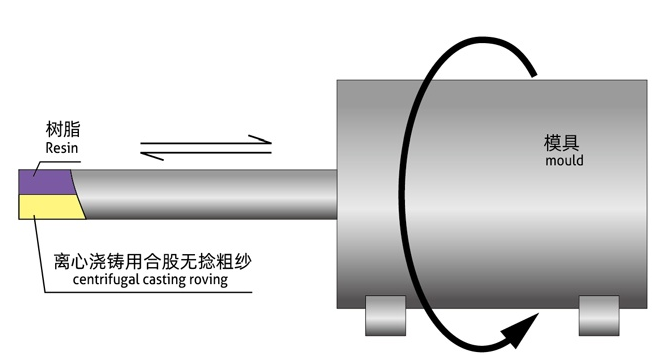
Processo di fusione centrifuga
Le materie prime, tra cui resina, rinforzo tritato (fibra di vetro) e riempitivo, vengono introdotte all'interno di uno stampo rotante secondo una proporzione specifica. Grazie alla forza centrifuga, i materiali vengono premuti contro la parete dello stampo sotto pressione e i materiali compositi vengono compattati e disaerati. Dopo l'indurimento, il pezzo composito viene rimosso dallo stampo.